基于信息化的制丝全流程智能防错系统研究与应用
时间:2023-02-13 12:30:06 来源:柠檬阅读网 本文已影响 人 
温静,刘建明,樊杰,宋义,张奇,胡成宾,王永刚,赵瀚涛,贾浩东
基于信息化的制丝全流程智能防错系统研究与应用
温静,刘建明,樊杰,宋义,张奇,胡成宾,王永刚,赵瀚涛,贾浩东
山西昆明烟草有限责任公司,山西示范区太原唐槐园区大昌南路21号 030032
制丝生产过程中常出现错牌混牌的风险,对企业造成巨大损失。论文设计开发了制丝全流程智能防错系统,主要利用语音技术、RFID技术、图像识别技术、PLC防错编程技术等,对物料、贮柜、贮箱、风力喂丝机等关键设备给予身份信息,通过防错系统完成身份信息的比对与确认,实现制丝车间系统与系统之间以及制丝车间系统内部的全流程智能防错,确保烟丝在整个生产过程中信息传递的准确性与同步性,减小报废烟、降级烟带来的经济损失。此外,还实现了不同品牌批次的快速转换,形成制丝与卷包、物流配送等业务流程信息系统的全衔接。
智能防错;
制丝全流程;
语音技术;
RFID技术;
图像识别技术;
PLC防错编程技术
随着技术发展与生产力提高,制丝车间采用的多工序加工、多流程工艺可选、多次加料加香、多级掺配贮存等特色工艺,在提高效率满足柔性制造的同时也给生产组织带来一定的差错风险。在大型工业控制系统中,为保证系统的稳定运行,要及时对故障进行诊断和报警。
目前烟草企业的防错大致分为:人工比对沟通确认或采用局部防错设计。如山东中烟工业有限责任公司滕州卷烟厂[1]利用虚拟库的方法,对原料配方进行了局部防错,模拟真实的入库和出库,利用无线扫码的方式,自行进行配方比对。深圳烟草工业有限责任公司[2]针对真空回潮段物流系统信息采用了防错设计,其以真空回潮机为核心,将解包机、装箱翻包机、垂直拆分机等分配各自的工位,完成真空回潮段物流系统的局部防错设计。厦门烟草公司通过建立信息编码,将信息写入香料移动罐上RFID[3-5]电子标签,利用PLC与RFID完成料液代码输入输出端的实时比对,保证了料液使用的准确性。昆明卷烟厂等提出利用有向图建立生产批次跟踪谱系[6],从而完成制丝与卷包之间多对多物流匹配信息,为质量分析提供了数据依据。绵阳卷烟厂通过人工利用条码扫码器[7-8],完成烟包原料到成品烟丝的批次跟踪。
从以上企业防错手段可以看出,大多数防错措施仅限于局部防错且需要人工对比,带来了很大的局限性,没有制丝线全流程防错设计。本文针对制丝线全流程防错进行设计和应用,防错系统的设计核心是保证物料在整个生产过程中始终保持信息传递的准确性。从全流程配方库(制丝来料源头)——制丝线生产过程中——卷包(制丝结束),做到生产过程的工艺控制零风险。
1.1 问题分析
制丝实际生产过程中,由于生产阶段及生产场合的不同,经常会遇到以下几方面失误:
(1)生产调度协调过程失误。因生产调度临时变更,造成各系统之间沟通不及时,导致出现前后工序之间准备工作不一致的风险。
(2)制丝线生产过程中操作失误。配方库和制丝线解包系统之间的错牌、混包现象。生产过程中生产工序之间牌号不一致、生产路径选择错误的现象。贮柜在进出料时发生错选柜号现象。现场加香加料点出现料液领用错误,料液与制丝线生产品牌不一致现象。
(3)制丝与卷包对接过程中对应失误。成品烟丝输送到卷包机台发生错牌现象,不合格的成品烟丝回收后报废或者降级使用,造成巨大的经济损失。
1.2 构建系统结构
基于上述三种常见失误,可以看出构建制丝全流程防错最重要的是确定关键工序和关键设备,实现烟叶从配方库到成品烟丝最终至卷包生产过程中各生产环节牌号、批次等一一对应,保证物料流动与信息流动的一致性。因此,防错系统的研究内容需从以下两方面入手:一方面是制丝车间系统与系统之间的防错:配方库与生产线、生产线与贮叶库、生产线与贮丝库、贮丝库与风力喂丝。另一方面是制丝车间系统内部防错:生产工序之间、上下游生产工序、工艺段之间、贮柜进出料时、添加糖香料时,如图1所示。
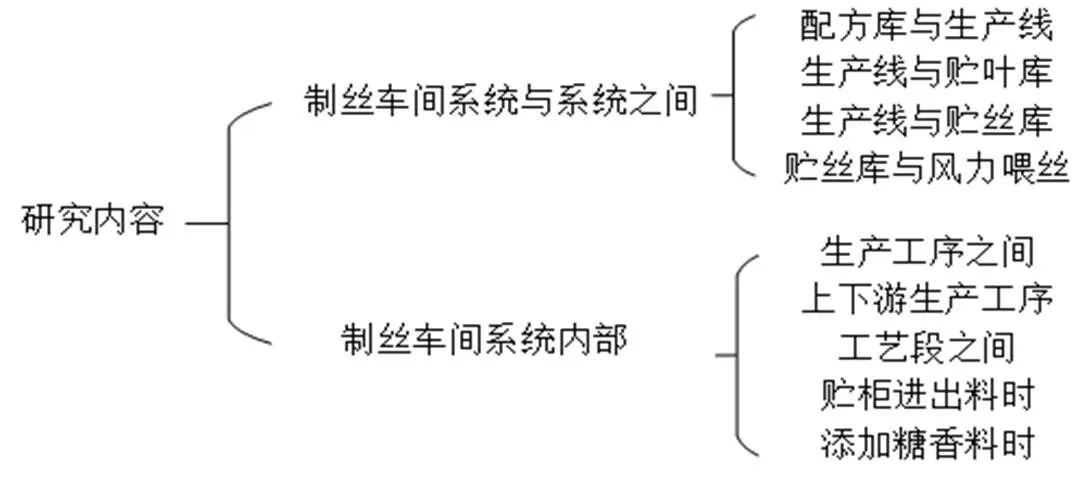
图1 研究内容
根据研究内容设计出防错系统的防错思路为:(1)获取物料信息:各物料采用条形码、二维码、RFID、图像识别等方法进行信息绑定录入。(2)物料信息的传递:与设备中控系统的嵌入对接、与MES系统的对接、各生产工序之间的信息传递。(3)关键防错节点的设计:生产工序之间的防错设计、贮柜进出料防错设计、糖香料防错设计、烟箱入库、出库防错设计、制丝与卷包之间防错设计,根据防错思路构建的系统结构,如图2所示。

图2 制丝车间全流程防错系统结构
第一步:关键工序和关键设备防错节点的构建。为了保证制丝全流程中物料的准确下达及传递,从配方库到运送到卷包车间共划分14个工序、3个库区、5个贮柜。
第二步:构建各节点需要的防错装置。根据不同工序要求和设备的性能,划分为:工艺路径防错(PLC防错编程技术)、品牌信息防错(PLC防错编程技术)、料液信息防错(RFID技术及语音报警技术)、进出柜防错(PLC防错编程技术)。
2.1 自主开发语音报警防错系统设计与应用
加香加料关键工序在发生故障报警时只有报警画面而没有语音提示。为使操作工和维修工快速确定报警点并及时排除故障,研制了一套关于加香加料设备语音报警防错装置。该装置是基于ARDUINO NANO开发主控板,与工控PLC进行交互。现场语音报警给人快速、直观、准确的信息,便于操作工和维修人员实时分析、处理所出现的问题同时还可以拓展应用于其他需要报警的各类设备中。
2.1.1 自主设计开发语音报警系统
语音报警系统是基于ARDUINO NANO开发,运用Altium Designer软件根据流程图设计出相应的电路原理图,语音报警设计电路图如图3所示。主控板[9-13]设计如图4(a)。基于Arduino Nano 处理器核心是ATmega328(Nano3.0),同时具有14路数字输入/输出口,8路模拟输入,1个16HZ晶体振荡器,1个mini-B USB口,1个ICSP header和1个复位按钮,本套装置由硬件和软件两部分构成。
根据其设计原理制作相应的主控板如图4(b)所示。该系统结构简单、使用可靠,不仅大大提高了系统的报警能力和质量,而且维修工可以从语音报警中直接获得有关故障的诊断结果,为判断和隔离及时排除故障提供了很大帮助。
PLC内部的故障检测程序通过对系统内部传感器反馈回的各类信息,在线监控设备的运行状态。当发现反馈信息有变化时,说明系统发生了故障。当检测程序检测到异常时,会对系统是否出现故障进行判断,一经确认发生故障,PLC将检测出的信息及初步结果送入到对应的输出端,PLC会对优先级进行编码,并传送到主控板。主控板解码后建立缓冲区存放,最后按照故障优先级进行输出。

图3 语音报警设计电路图

图4 语音报警系统主控板设计开发设计及实物图
2.1.2 语音报警系统在制丝生产线中的应用
制丝加香加料系统是制丝工艺过程中的特殊工艺同时又是重点环节,香料与物料的掺配比例精度对于卷烟的感官质量具有重要影响,卷烟工艺规范中,加香精度≤0.5%,加料精度≤1.0%。在生产过程中,加香加料设定值与实际值误差过大(流量不匹配)、累计精度误差过大、引射蒸汽压力过低、增温蒸汽压力过低、料罐重量偏低、料罐温度偏低、主蒸汽压力低、压缩空气压力低、清洗水压力低、吹扫管路压力过低等这些报警,仅有报警声音不能及时发现到底哪些位置有故障,如果有语音报警会及时提醒操作工和维修人员具体情况防止错误判断的发生。
2.2 RFID智能防错在制丝生产线设计及应用
RFID技术无需人工干预即可完成物品的信息采集和传输。制丝车间在整个生产过程中,利用RFID技术对一次加料、二次加料、梗丝加料、梗丝加香、混丝加香等工序进行料液信息比对的防错。在箱式贮叶、箱式贮丝等物流系统中RFID技术运用入库时将品牌信息、批次号RFID等写入芯片中,在出库时,上位下达的信息与RFID读取的烟箱信息进行比对,确保物料在整个流转过程中准确无误。
2.2.1 RFID在制丝物流系统中的防错设计
制丝全流程所涉及到的物流系统有配方库、箱式贮叶、箱式贮丝。以箱式贮叶为例:整个系统主要为:烟丝龙门加去盖装箱、入库输送链机、烟箱存储立体库、出库输送链机、堆垛机、移动式翻箱机等以及与之配套的检测开关、底层电控、调度服务、管理服务等子系统。整个系统涉及的防错设计如图5。

图5 RFID技术在贮叶库的运用
2.2.2 RFID在加香加料系统中的防错设计
在加香加料系统中具体的防错可以分为两个阶段:第一阶段,在香料厨房通过RFID读写器将料液信息绑定到移动罐中。第二阶段,移动罐推至现场加香加料装置旁,用RFID读写器读取移动罐中的信息与中控下发的信息进行比对。防错主要是针对现场料罐中有其他品牌的料液时,打入料罐前进行信息比对,信息比对一致则允许打料,信息比对不一致则发出声光报警,提示工作人员处理,防止造成不同品牌料液的混合。
2.3 图像识别智能防错装置在制丝生产线中的运用
图像识别系统[14]是利用图像处理的方法来对残留在烟箱内的烟叶或烟丝进行识别,识别算法采用颜色斑点测量算法。首先添加烟叶或烟丝的颜色(RGB格式)到颜色模型库,在检测过程中,图像识别智能防错装置在整个检测区域内搜索颜色模型库中添加的颜色,当搜索到的颜色斑点的大小符合设定值范围时,识别系统输出找到残留烟丝或烟叶的结果。系统相机的触发和结果的输出都通过相机自带的I/O模块实现。
制丝车间图像识别技术主要运用在箱式贮丝库机器人清扫系统中,当移动式翻箱机将贮丝箱中的烟丝翻倒在喂料仓后,箱内有残留的烟丝,为了防止带有残留烟丝的贮丝箱再次装箱后发生混牌现象,特此我们用图像识别技术在机器人清扫系统中快速判断是否有残留烟丝的存在。
2.4 PLC计数和比对防错编程技术在制丝生产线中的应用
2.4.1 PLC防错编程技术在贮柜中的设计和应用
制丝车间有多组贮柜,贮柜分为整柜和对顶柜,在生产过程中由于操作失误会发生在进出料时错选柜号现象。为了防止此类现象的产生,我们针对牌号和批次号与所选柜一一对应的思路[15-17],设计了PLC中的防错程序,如图6程序段中“预备所选出料柜与工单进行批次比对”如果所执行的贮柜信息的批次和牌号与当前出料任务的批次和牌号一致,方能出料。如图5程序段中“正在出料的贮柜的批次和工单中的批次冲突”如果出现两个批次不同,屏幕会出现报警信息,程序中将禁止出柜,防止出料错误。

图6 PLC防错程序节选
为了避免同一贮柜出现同出同入的问题,导致出现混批或者混牌的现象。首先从控制层对贮柜的状态进行控制。贮柜在“待料”状态时才允许进料此时出料被自动限制,这样就从底层实现了防止贮柜混批、混牌事故的发生。
生产品牌的多样化会导致不同品牌的贮叶时间不同,中控人员需要记住不同品牌的贮叶时间,按照工艺要求进行入柜和出柜的操作,比如:云烟(福)需要贮存4 h、云烟(紫)需要贮存8 h、红河系列需要贮存3 h等等,在操作过程中易出现误操作,为了防止错误的产生,我们在PLC主程序中做了一个判断,当存储时间大于设定时间才能允许出柜。程序上限定后,可以使操作人员不再出现未按时间出柜的现象,保证了生产过程中的工艺要求和质量要求。
2.4.2 PLC防错编程技术在生产工序之间防错的应用
制丝车间共分为7个工序段。我们把每个段划分单元后可以实现快速换批功能,在此过程中处处体现防错的设计。为了使每个生产处理段又分为多个单元,通常是以喂料机或者贮柜等缓存类设备作为分割界限。
2.5 智能防错在风力喂丝送往卷包机台中的应用
烟箱从烟丝库出库,经机械翻箱倒料系统装入风力喂丝机,最终进入卷包机组。通常会同时生产不同品牌香烟,防错设计就显得尤为重要。卷烟信息由卷包系统下发至风力喂丝系统,再由风力喂丝系统传递到烟丝出库各个站台。当烟箱从小车送达站台后,烟箱的批次牌号信息与喂丝机的批次牌号进行比对,如果比对结果不一致,则送到抽检站台做进一步的比对,保证生产的零误差。信息比对流程如图7所示。

图7 风力喂丝机智能防错流程图
3.1 制丝全流程智能防错系统防错效果验证
目前所研发系统已经广泛应用于制丝车间,并且将制丝全流程智能防错系统与不同工段的制丝关键设备融合在一起,如在本车间ZX09混丝加香段将RFID技术应用于香料移动料罐与加香系统,进行了加香料液代码、批次、牌号的实时对比,完成了烟丝加香的控制加工等。为了校验制丝全流程智能防错系统的防错功能,进行了相关的验证:
验证一:工序之间、贮柜进出料防错验证。在生产过程当中,随机挑选20批,其中10批修改了上游工序的批次号,10批修改了上游工序的牌号,使得跟下游工序批次牌号比对不一致如图7。图8中报警信息1为工序之间报警记录:单元2与单元3烟牌名称冲突;
报警信息2为贮柜报警记录:物料批次、牌号比对有误;
报警信息3为贮柜报警记录:物料批次、牌号比对有误。

图8 工序之间、贮柜进出料防错验证报警图
验证二:糖香料防错验证。在生产过程当中,随机挑选12批,其中6批修改了下发的批次号,6批未修改下发的批次号,使得跟下发的批次牌号与料罐信息比对不一致,如图9。图9中报警信息1为RFID比对料液代码和牌号错误。

图9 料液代码和牌号错误报警图
验证三:烟丝入库、出库防错验证。在生产过程当中,随机挑选10个烟箱,其中5个烟箱修改了批次号,5个烟箱修改了牌号,使得跟MES下发的批次牌号与烟箱信息比对不一致,如图10。图10中报警信息1为上位下达的烟丝代码与装箱系统烟丝代码不同。报警信息2为上位下达的批次号与装箱系统批次号不一致。

图10 贮丝库烟丝代码和烟丝牌号错误报警图
验证四:风力喂丝防错验证。在生产过程当中,随机挑选10个烟箱,其中5个烟箱修改了批次号,5个烟箱修改了牌号,使得跟卷包下发的批次牌号与烟箱信息比对不一致如图11。图11中报警信息1为烟丝牌号代码对比错误,报警信息2为烟丝批次对比错误。

图11 风力喂丝烟丝代码和烟丝牌号错误报警图
3.2 制丝全流程智能防错系统防错效果分析
由3.1节可知,制丝全流程智能防错系统在制丝车间系统与系统之间、系统内部都实现了很好的防错效果,为对本系统的防错效果进行有效验证,本车间对这套防错系统在使用两个月后的防错效果进行了跟踪验证,并针对由于批次错误、品牌错误、贮柜进出料错误、糖香料施加错误而导致的停机次数、断料次数等关键工艺及设备指标进行了统计分析。
表1 关键工艺及设备指标统计表

Tab.1 Statistics table of key process and equipment index
经过表1对上述关键指标的统计分析,本系统在长期生产过程中运行稳定,防错纠错效果明显,停机次数由之前的3次/月下降至0次/月,断料次数由之前的2次/月下降至0次/月。
从验证结果可以看出,制丝车间完成了原料从入贮柜到加料液再到风力喂丝的过程,整个过程涉及图1和图5所示制丝车间全部工艺流程及物流系统。整个防错系统的设计核心为物流流动与信息的同步实时对应,与文献[7]相比,制丝车间不仅给予烟丝条码身份证,还同时进行牌号、批次、条码三层命名,再利用PLC读取的信息与中控系统、MES系统等进行一层层纵向对比,大大降低了人工扫码的劳动强度,提高了准确性。与文献[1]、[2]相比,目前制丝车间拥有全流程智能防错系统,并完成了对生产线的合理切割,对关键工段以及关键单元设置了多层防错设施,各个工段之间可以连锁,各个单元之间可以对比,在进入下一工序之前,烟丝信息一旦有误,可以防止进入下一道工序,最大限度降低了风险,确保了整条生产线信息传递的准确性。与文献[6]相比,整套防错系统建立了完备的批次、牌号等信息,在烟丝贮柜或者风力喂丝的物流系统中,实现了分组加工中烟丝多对多的信息跟踪。制丝车间的终点是箱式贮丝库,然后通过风力喂丝机输送至卷包机台。丝库中控系统记录了每台物流箱中的烟丝信息如牌号、批次、喂丝机编号等信息,卷包中控系统通过对来料信息的记录如来料编号、喂丝机编号、来料时间等信息,可完成信息的对比追溯,实现制丝车间生产全流程智能防错。
本文针对制丝生产流程中烟丝身份信息易出现的各类错误进行了系统分析,研制了一套基于信息化全流程智能防错系统,采用多种智能防错手段如语音报警技术、图像识别技术、RFID技术、PLC防错编程技术等,从生产源头介入智能防错,在生产过程中运用技术手段减少人工干预,避免制丝工序生产风险,依据工艺标准,做到物料流动与信息流动的一一对应,对每批烟丝实现了批次管理与信息追溯。借助信息化手段将防错应用于制丝生产的全流程,通过对现场工序之间和贮柜进出料防错、糖香料防错、烟丝入库和出库防错、风力喂丝防错等的验证,做到了生产过程的工艺控制零风险,提高了制丝生产质量水平,实现与卷包车间的精准对接,减小了降级烟、报废烟的风险。此外,防错系统还可为箱式贮叶(丝)企业提供参考,具有较高的应用价值。
[1] 韩清林,张朝晖,孟铁,等. 一种基于虚拟库技术的制丝车间原料配方防错系统的设计[J]. 自动化应用,2016(08): 103-104+ 115.
HAN Qinglin, ZHANG Zhaohui, MENG Tie, et al.Design of a mistake proofing system of raw material formula in tobacco making workshop based on Virtual Library Technology[J]. Mechanical Industry Press, 2016(08):103-104+115.
[2] 张宗盛,张朝晖,侯小波. 制丝车间真空回潮烟叶信息防错系统设计[J]. 自动化应用,2013(01):18-20.
ZHANG Zongsheng, ZHANG Zhaohui, HOU Xiaobo.Design of information error proofing system for vacuum moisture regain tobacco leaf in tobacco making workshop[J]. Mechanical Industry Press, 2013(01):18-20.
[3] 李世杰. RFID 技术综述及其应用现状[J]. 电子世界, 2013(24):11.
LI Shijie. RFID technology and its application[J]. Electronic world, 2013(24):11.
[4] 刘一佳. 浅论RFID技术综述及其应用现状[J]. 山东工业技术,2015(23):276.
LIU Yijia. On RFID technology and its application[J]. Shandong Industrial Technology, 2015(23):276.
[5] 姚栋. 基于Profinet的制丝线移动加香加料RFID控制系统[J]. 烟草科技,2015(3):103-106.
YAO Dong. RFID control system based on PROFINET[J]. Tobacco Science & Technology, 2015(3):103-106.
[6] 李民,周璞,董冲健,等. 基于有向图的卷烟生产批次跟踪谱系的建立[J]. 烟草科技,2012 (1): 19-22, 61.
LI Min, ZHOU Pu,DONG Chongjian, et al. Development of digraph—based family tree for cigarette production batch tracing[J] Tobacco Science&Technology 2012 (1): 19-22, 61.
[7] 李培茂. 批次管理在制丝生产中的应用[J]. 科技创新导报,2019, 16(04):90-91+93.
LI Peimao. Application of batch management in tabocco primary process production[J] Science and Technology Innovation Herald, 2019, 16(04):90-91+93.
[8] 耿庆宇. 关于烟草工业制丝车间质量精细化管理的探究[J]. 科技与企业,2014(03):45.
GENG Qingyu. Research on fine quality management of tobacco industry tobacco cutting workshop[J]. Technology and Enterprise, 2014(03):45.
[9] 罗鹏,冯镜吾,冷晓晗,等. 基于Android手机语音报警系统的设计与实现[J]. 电脑知识与技术,2019, 15(21):82-86+89.
LUO Peng, FENG Jingwu,LENG Xiaohan, et al. Design and implementation of mobile phone voice alarm system based on Android[J]. Computer Knowledge And Technology, 2019, 15(21): 82-86+89.
[10] 张二江,迟潇潇,肖亚铁. 基于Android平台的实时隐秘报警系统设计与实现[J]. 软件,2015, 36(4):28-32.
ZHANG Erjiang,CHI Xiaoxiao,XIAO Yatie. Design and implementation of real-time covert alarm system based on android[J]. Software, 2015, 36(4):28-32.
[11] 庄淼. 计算机C++语言编辑程序中常见问题及编程技巧[J]. 信息技术与信息化,2019(10):87-89.
ZHUANG Miao. Common problems and programming skills in editing program of C + + language[J]. Information Technology And Informatization,2019(10):87-89.
[12] 魏曦. 关于计算机C语言编辑程序技巧探究[J]. 信息与电脑(理论版),2019,31(21):104-105.
WEI Xi. A probe into the skills of computer C language editing program[J]. China Computer & Communication 2019,31(21): 104-105
[13] 郭剑鹏,仲志丹,丁英杰,等. 基于Arduino单片机智能小车避障设计[J]. 科学技术创新,2018(13):61-62.
GUO Jianpeng, ZHONG Zhidan, DING Yingjie, et al. Obstacle avoidance design of intelligent car based on Arduino single chip microcomputer[J]. Scientific and technological innovation, 2018(13):61-62.
[14] 邓晨曦.基于智能识别技术的烟叶分级技术研究[J]. 经济师,2020(03):291+293.
DENG Chenxi.Research on tobacco leaf classification technology based on intelligent recognition technology[J]. Economist. 2020(03):291+293.
[15] 张昕.电气自动化中的PLC控制技术应用[J]. 集成电路应用,2020,37(05):130-131.
ZHANG Xin. Application of PLC control technology in electrical automation[J]. Integrated Circuit Application,2020,37(05):130-131.
[16] 刘长青. S7-1500 PLC项目设计与实践[M]. 机械工业出版社,2016.
LIU Changqing. S7-1500 PLC project design and Practice[M]. Mechanical Industry Press, 2016.
[17] 吕建国,宫建华,侯小波. 烟厂制丝车间贮柜进出料防错系统的设计[J]. 自动化应用,2016(06):63-64.
LV Jianguo, GONG Jianhua, HOU Xiaobo. Design of the error proof system for the storage cabinet in the tobacco factory[J]. Mechanical Industry Press, 2016(06):63-64.
Research and application of intelligent error-proofing system in the whole tobacco primary process based on Information
WEN Jing*, LIU Jianming, FAN Jie, SONG Yi, ZHANG Qi , HU Chengbin, WANG Yonggang, ZHAO Hantao, JIA Haodong
ShanXi KunMing Tobacco Co., Ltd., ShanXi 030032, China
In the tobacco primary process, the risk of wrong and mixed cards often occurs, causing huge losses to the production of enterprises. In this study an intelligent error-proof system for the whole tobacco primary process was developed based on voice technology, RFID technology, image recognition technology, PLC error-proof programming technology, which is capable of giving identity information to key equipment such as materials, storage cabinets, storage bins, and wind-driven wire feeders. Through the error-proofing system, it is possible to complete the comparison and confirmation of identity information, realize the whole-process intelligent error-proofing within the tobacco cut workshop system and between the cut tobacco workshop system and the whole system, ensure the accuracy and synchronization of information transmission during the entire production process of tobacco, thus reducing the economic loss caused by discarded and degraded tobacco. In addition, the rapid conversion between different brands of tobacco in different batches can be realized, and a complete connection among cigarette processing, wrapping, logistics, distribution and other links is formed.
intelligent error proofing; the whole tobacco primary process; voice technology; RFID Technology; image recognition technology; PLC error-proofing programming technology
. Email:511604330@qq.com
温静,刘建明,樊杰,等. 基于信息化的制丝全流程智能防错系统研究与应用[J]. 中国烟草学报,2022,28(6). WEN Jing, LIU Jianming, FAN Jie, et al. Research and application of intelligent error-proofing system in the whole tobacco primary process based on Information[J]. Acta Tabacaria Sinica, 2022,28(6).doi:10.16472/j.chinatobacco.2021.T0012
温静(1986—),本科,工程师,主要研究方向:烟草设备维修,Tel:13485375672,Email:511604330@qq.com
2020-01-22;
2022-02-18
猜你喜欢 制丝牌号烟丝 优化烟草制丝设备的具体措施探讨现代制造技术与装备(2022年6期)2022-12-18不同因素对烟丝填充值的影响研究南方农业(2022年13期)2022-08-03GB/T 3620.1—2016《钛及钛合金牌号和化学成分》标准解析钢铁钒钛(2022年2期)2022-08-03聚丙烯装置排产优化科技研究·理论版(2022年7期)2022-03-23浅谈优化烟草制丝设备提高烟丝质量科技信息·学术版(2021年35期)2021-01-03基于灰色关联法的短支烟加工工序间烟丝尺寸分布研究西南农业学报(2020年3期)2020-05-05基于相似性原理的烟丝结构分布稳定性评价江西农业学报(2019年6期)2019-06-26结存烟丝返掺方式的选择消费导刊(2018年8期)2018-05-25高牌号灰铁前端箱体质量提升中国铸造装备与技术(2017年6期)2018-01-22球齿钎头用中颗粒硬质合金GM06牌号的研制凿岩机械气动工具(2017年1期)2017-05-17







