日化品瓶铝箔密封性检测方法及其实验研究
时间:2023-01-18 11:30:14 来源:柠檬阅读网 本文已影响 人 
陈啸,杨路超,邵琳,王矾,邱自学
(1.南通大学,江苏 南通 226019;
2.淮安生物工程高等职业学校,江苏 淮安 223200)
日化品瓶的瓶身材料主要为高密度聚乙烯,是一种结晶度高、非极性的热塑性树脂,具有较高的刚性和韧性[1-2]。目前,日化品瓶的生产工艺一般分为4个步骤:首先使用灌装机将一定量的日化品注入到洁净的日化品瓶中;
然后使用塑封机将装有日化品的日化品瓶进行铝箔封口;
接下来对日化品瓶进行贴标;
最后对成品的日化品瓶进行铝箔密封性检测。在日化品瓶铝箔包装封合的过程中,由于各种因素的影响,可能会产生漏封、压穿,或因材料本身存在的裂缝、微孔而形成内外连通的小孔,这些都会对包装内的物品产生不利影响[3]。日化品瓶铝箔包装的密封性漏气缺陷是一种有时难以直接用人眼观察到的质量缺陷,会使包装内的物品保质效果大大降低,特别是在食品、医药和日化等包装领域,密封性将直接影响产品的质量,甚至可能因为包装内产品变质影响使用者的健康[4]。
近年来,行业内对铝箔包装产品的密封性检测尝试和采取了多种方法。美国SST 公司等[5]通过将待检测的铝箔包装产品放入真空的水环境中一段时间,由于包装内外存在压力差的原因,如果该铝箔包装产品漏气,则会产生连续性的气泡,但是当泄漏面积较小时,产生连续气泡的现象不明显,会产生较高的误判率。王华天等[6]根据差压式空气泄漏的检测原理研发了一款密封性检测设备,将放有待检测铝箔包装产品的密封室中充入高压气体,包装外的高压气体使产品产生挤压变形,通过观察包装的变形量来判断产品的密封性,但当泄漏面积较小时,产品的变形量较小,肉眼难以观察到包装的变形量,会产生较高的误判率。这些对铝箔密封性检测的方法及设备,主要是通过肉眼观察由于泄漏导致外部环境的变化情况或包装的变形量等参数,其检测精度较低。
为了提高日化品瓶铝箔密封性检测精准度,文中提出一种日化品瓶铝箔密封性检测方法,根据此检测方法设计一种操作简单的日化品瓶铝箔密封性测试实验平台。通过对铝箔密封后的日化品瓶瓶身施加一定压力使瓶身产生一定的变形,建立一种空气泄漏模型,将施压过程中采集到的日化品瓶产生的反作用力值代入泄漏模型得到日化品瓶的泄漏面积大小,根据泄漏面积值判定其密封性。
1.1 测试样品准备
实际生产过程中,在日化品瓶铝箔密封的过程中,由于设备故障等问题会产生少量的密封性较差的产品。如图1 所示,根据日化品瓶的铝箔密封情况将其分为4 类:铝箔封合完好、铝箔气孔、铝箔漏封、铝箔封合缺陷。a 类与c 类各选2 件作为参照组,b类与d 类各选1 件作为实验组。

图1 日化品瓶铝箔密封性分类Fig.1 Classification of sealability of aluminum foil for daily chemical bottle
1.2 日化品瓶铝箔密封性测试实验台原理与组成
日化品瓶铝箔密封性测试方法是利用圆柱形的压头按照预定的控制指令对日化品瓶瓶身进行挤压,使日化品瓶瓶身产生一定的变形,在压头对日化品瓶瓶身挤压的过程中采集获取日化品瓶的反作用力值。根据日化品瓶产生的反作用力,基于建立的空气泄漏模型,根据泄漏面积大小来判定日化品瓶铝箔密封性。根据该测试方法设计了日化品瓶密封性测试实验平台,主要涉及控制驱动与数据实时采集,其主要组成见图2。
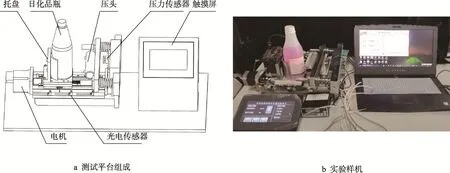
图2 日化品瓶铝箔密封性测试实验平台Fig.2 Experimental platform for detecting the sealability of aluminum foil for daily chemical bottle
实验中,通过触摸屏的人机界面对实验过程中的挤压速度与挤压行程参数进行设定。为了增加测试准确度以及实现多速度条件下的测试,实验平台采用步进电动机驱动滚珠丝杆的形式。为了增加压头与日化品瓶的接触面积,实验平台的压头采用空心钢管。通过力传感器获取日化品瓶产生的反作用力值,在测试过程中为了避免由于电机启动时的加速过程对传感器造成冲击破坏,压力传感器安装在压头安装板的右边。由上位机对压力数据进行采集,并得到在挤压过程中日化品瓶所产生的反作用力。实验台上安装3 个光电传感器来定位日化品瓶托盘的初始位置和2 个极限位置。
1.3 日化品瓶铝箔密封性检测工作过程
日化品瓶铝箔密封性检测的工作过程见图3,主要包含以下5 个步骤。
1)将被测试件放置于日化品瓶铝箔密封性检测装置的日化品瓶托盘上;
通过触摸屏原点复位按钮,将日化品瓶托盘复位,如图3a 所示,此时压力传感器示数为0。
2)通过实验平台上触摸屏的人机界面设定实验参数,启动日化品瓶铝箔密封性检测实验程序;
设定上位机软件采集参数,通过压力传感器进行数据采集。如图3b 所示,利用压力传感器示数值判断接触零点,通过上位机对实验数据进行采集。
3)如图3c 所示,启动日化品瓶铝箔密封性检测实验程序,日化品瓶托盘按照预设的参数移动使日化品瓶受到压头的一定挤压并产生一定的变形。
4)如图3d 所示,日化品瓶完成挤压过程后,日化品瓶托盘返回原点。
5)如图3e 所示,当日化品瓶铝箔密封性检测实验过程完成后,日化品瓶脱离实验装置的压头表面回到原点位置,此时力传感器示数回0。

图3 日化品瓶铝箔密封性检测工作过程Fig.3 Process of detecting the sealability of aluminum foil for daily chemical bottle
步骤1—2 主要用于对日化品瓶铝箔密封性检测实验装置的初始定位以及参数设定,完成这2 个步骤后,若对同一被测试件进行多次测试,只需要重复步骤3—5 即可。
2.1 瓶内空气泄漏判据建立
铝箔密封的日化品瓶在受到外力挤压时,由于气体具有可压缩性,瓶内的气体会产生压缩[7-8]。在计算流体力学中,一般把气体流动过程看作理想气体的可逆、绝热过程,遵循理想气体的状态方程和泊松方程[9-10]。

理想气体的状态方程只有在高温、低压下才能近似应用[11-12],当瓶内温度较低时将导致很大误差,因此,在理想气体状态方程中引进一个气体的压缩因子Z,以减少与实际气体的差别[13],气体的状态方程为:

式中:p为瓶内压力,MPa;
V为气体的体积,m3;
n为气体的摩尔数,mol;
R为气体常数;
T为气体温度,K。假定Z在所研究的日化品瓶瓶内气体变化范围内为常数。
密封性差的日化品瓶在受到挤压时气体泄漏的过程见图4。图4 中点1 为瓶外环境,点2 为泄漏点,点3 为瓶内气体的瞬时环境。在挤压过程中压头对日化品瓶的瞬时有效接触面积为Si。

图4 日化品瓶铝箔密封气体泄漏示意图Fig.4 Schematic diagram for air leakage of aluminum foil of daily chemical bottle
假设条件:日化品瓶瓶内气体为绝热流动,在泄漏点处为等温流动;
模型为一维流动模型。
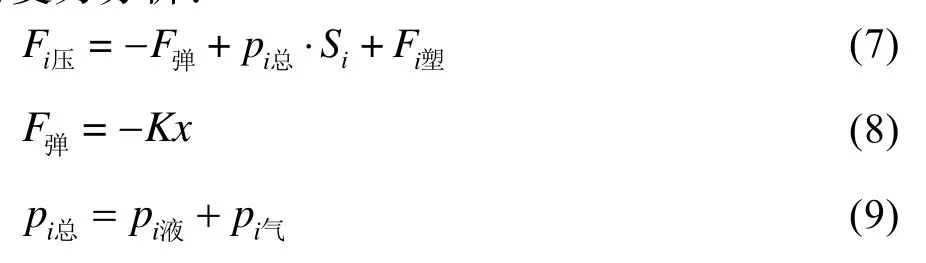
为了描述挤压过程中瓶内气体变化过程,对瓶身进行受力分析:
式中:iF压为压力传感器是在对压力检测的瞬时值,N;
iF塑为日化品瓶材料产生的压力,N;
F弹为弹簧的压力,N;
K为弹簧的弹性系数,N/m;
x为弹簧压缩的长度,m;
ip总为日化品瓶在压头上产生的瞬时总压强,MPa;
ip液为日化品瓶中液体在压头上产生的瞬时压强,MPa;
ip气为日化品瓶中气体在压头上产生的瞬时压强,MPa。
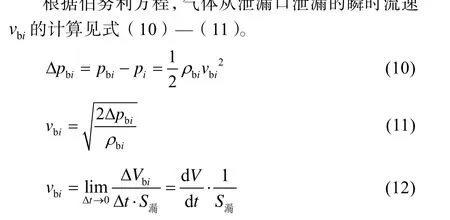
式中:Δpbi为图4 在采集点i时的铝箔泄漏点2处内外压强差,MPa;
ΔVbi为的日化品瓶瓶内气体在采集点i时单位时间的泄漏量,m3;
biρ为待检测的日化品瓶内空气在采集点i时的密度,kg/m3;
S漏为铝箔泄漏点的泄漏面积,m2。
结合式(11)与式(12)得到的铝箔泄漏点的泄漏面积S漏,其方程为:

在实验过程中,实验的外部环境保持不变,日化品瓶的内部温度保持不变。根据Boyle"s Law,在定量定温下,理想气体的体积与压力成反比[14-15],方程为:
式中:pai为对照组a 类日化品瓶在采集点i时的瓶内气体压强,MPa;
Vai为对照组a 类日化品瓶在采集点i时的瓶内气体容积,m3;
ΔFai为传感器检测对照组a 类与c 类日化品瓶在采集点i时的压力差值,N;
Fai压为对照组a 类日化品瓶在采集点i时的压力传感器检测出的压力值,N;
Fci压为对照组c 类日化品瓶在采集点i时的压力传感器检测出的压力值,N;
1p为空气压强,MPa。对式(13)中变量进行转换求解,得到方程为:

将式(18)、(19)、(20)代入式(13)中,得到在铝箔泄漏点的泄漏面积展开式:

所得到的S漏值为日化品铝箔泄漏面积,此值大于零时,表示日化品瓶铝箔密封出现气体泄漏。
2.2 信号采集与处理
通过实验的方法研究日化品瓶铝箔密封性。在日化品瓶铝箔密封性检测过程中,通过压力传感器检测压力值,并由上位机对压力值进行采集。
压力传感器为压电型,最大量程为300 N;
采用标准计量器具活塞式压力计YU-60T 进行校准;
校准环境的温度为22 ℃、相对湿度为47%;
压力传感器非线性度为0.15%。
实验中,对每件测试件进行日化品瓶铝箔密封性测试时,实验重复3 次取平均值。如图5 所示,上位机从坐标零点开始对压力数据采集的频率为20 Hz,每个压力测量值为日化品瓶的瞬间值。

图5 上位机数据采集界面Fig.5 PC data acquisition interface
3.1 不同挤压速度时日化品瓶挤压过程实验
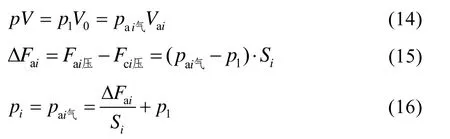
从式(21)可知,挤压速度与挤压行程对日化品瓶的反作用力有影响。分别在不同挤压速度下,对日化品瓶进行铝箔密封性检测实验。
根据日化品瓶的铝箔密封情况,实验分别取2 个a 类日化品瓶、1 个b 类日化品瓶、2 个c 类日化品瓶和1 个d 类日化品瓶进行对照实验。对日化品瓶挤压完成后,由上位机得到日化品瓶在被挤压过程中的反作用力。为增加实验结果的精确度,3 次测量取平均值,通过非线性最小二乘法对离散数据进行拟合,得到的结果见图6—9。
对比图6—9 可知,a 类和c 类的日化品瓶在4个实验条件下所得到的实验结果基本保持一致。挤压速度的改变对a 类和c 类的日化品瓶产生的最大作用力的影响较小。
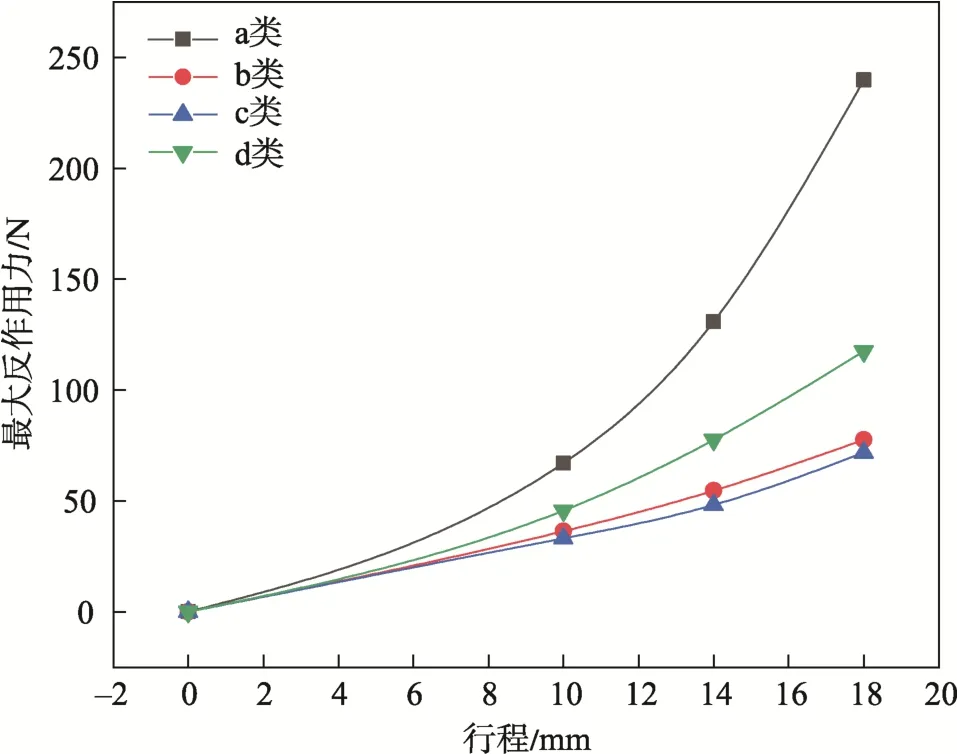
图6 挤压速度为1 mm/s 时的实验数据Fig.6 Experimental data at the extrusion speed 1 mm/s

图7 挤压速度为2 mm/s 的实验数据Fig.7 Experimental data at the extrusion speed 2 mm/s
图8 挤压速度为3 mm/s 时的实验数据Fig.8 Experimental data at the extrusion speed 3 mm/s

图9 挤压速度为4 mm/s 时的实验数据Fig.9 Experimental data at the extrusion speed 4 mm/s
在挤压速度不变的情况下,随着挤压行程逐渐增加,日化品瓶产生的最大反作用力逐渐增加。由于日化品瓶检测实验装置在对日化品瓶挤压过程中,日化品瓶会产生相应的变形,瓶内的气体产生泄漏,从而使不同密封性的日化品瓶产生的最大反作用力不同。
在挤压行程不变的情况下,随着挤压速度逐渐增加,密封性差的日化品瓶产生的最大反作用力发生变化,具体表现为当挤压速度变大时,其行程-最大反作用力曲线斜率变大。在挤压行程不变的情况下,挤压速度的变化会导致密封性差的日化品瓶产生的最大反作用力发生改变。
3.2 实验数据分析
为了验证测试方法的可靠性以及数学模型的准确性,对实验中b 类和d 类的测试件的实验结果做数据分析。实验中b 类测试件是由最大横截面为2.00 mm2的圆锥尖柱将密封性完好的日化品瓶的铝箔扎通,得到实际泄漏面积为2.00 mm2的b 类测试件,实验中d类测试件是由最大横截面为3.50 mm2的圆锥尖柱将密封性完好的日化品瓶部分铝箔与瓶口分离,得到实际泄漏面积为3.50 mm2的d 类测试件的。在挤压速度分别为1、2、3、4 mm/s 的条件下对测试件做不同行程的挤压实验,将采集到的日化品瓶的反作用力值代入数学模型中,把测得的泄漏面积与实际值比较来验证测试方法的可靠性以及数学模型的准确性,对比数据见表1 和表2。

表1 b 类测得泄漏面积值与实际泄露面积值对比Tab.1 Comparison between the measured leakage area value and the actual leakage area value of type b

表2 d 类测得泄漏面积值与实际泄露面积值对比Tab.2 Comparison between the measured leakage area value and the actual leakage area value of type d
由2 表中对比实验数据可知,将实验得到的数据代入数学模型后得到的泄漏面积数值与实际数值基本一致,b 类实验的最大误差为4.50%,d 类实验的最大误差为3.14%。由此可见,提出测试方法和数学模型具有可靠性和准确性。
针对日化品生产过程中的铝箔密封性检测工序,提出了一种日化品瓶铝箔密封性检测方法。在此检测方法基础上,设计研制开发了一套日化品瓶铝箔密封性检测实验平台,并在该实验平台上进行一系列的铝箔密封性检测实验。将实验数据代入建立的空气泄漏模型,得到的测量值与实际值对比来验证该模型的准确性。理论和实验对比分析结果表明,文中提出的日化品瓶铝箔密封性检测方法具有操作简单、检测精确等优点。
猜你喜欢 反作用力密封性铝箔 电池铝箔今明两年有望维持紧平衡铝加工(2022年4期)2022-11-24气球火箭阅读(科学探秘)(2020年11期)2020-12-28浅析我国铝箔标准现状与发展中国新技术新产品(2020年19期)2020-12-25忠实的柠檬青少年日记·小学生版(2017年7期)2018-03-07分析、概括法在牛顿第三定律中的应用课堂内外·教师版(2017年12期)2018-01-19谁的拉伸强度大少儿科学周刊·少年版(2015年9期)2015-11-03工业聚乙烯(PE)管道安装质量控制科技与创新(2015年16期)2015-08-19有关超低温球阀密封性的探讨科技资讯(2015年7期)2015-07-02AP1000安全壳整体泄漏率试验探讨中国高新技术企业(2015年16期)2015-04-30制作一个简易电容器中学科技(2009年2期)2009-04-13







