TC4,表面钛基激光熔覆层中WC熔解行为及摩擦学性能
时间:2022-12-02 10:20:05 来源:柠檬阅读网 本文已影响 人 
张天刚,李宝轩,张志强*,海热古力•艾合买提
(1.中国民航大学 航空工程学院,天津 300300;
2.中国民航大学中欧航空工程师学院,天津 300300)
TC4 密度低、比强度高、不易发生冷脆,在航空航天领域得到了广泛应用[1-2],如压气机盘、压气机叶片、机匣等航空发动机关键结构件,均属于TC4 合金的典型应用,但TC4 合金硬度低、耐磨性差,在气流冲蚀等严苛工况环境下极易发生磨损失效[2-5]。
通过激光熔覆技术在TC4 合金表面制备耐磨复合涂层,是有效提升TC4 合金表面力学性能的有效手段之一[4-6]。在众多耐磨复合熔覆层增强合成材料中,WC陶瓷粉末具有高熔点、高硬度(2200HV~2800HV)、化学性能稳定和断裂韧性良好等优点,被广泛应用于Ti 基、Ni 基和Fe 基熔覆层的设计与制备[7-10]。在Ti 基或富Ti 材料体系中,WC可作为熔覆层原位增强相TiC的合成添加剂,且脱C 后的W 元素固溶于基体,促使涂层硬度及耐磨性显著提高,受到了国内外研究学者的关注[11-13]。杨光等[11]在TC4 合金表面制备了以WC颗粒为强化相的钛基耐磨涂层,结果表明:WC的添加增加了涂层的显微硬度和耐磨性能,但由于部分WC颗粒残留团聚,从而导致涂层产生气孔缺陷。Farayibi等[12]在TC4 合金表面制备27%TC4+73%WC耐磨复合熔覆层,虽然原位合成TiC 有效提升涂层硬度及耐磨性,但大量未熔WC颗粒导致涂层成形质量大幅下降,性能波动明显增加。除上述研究外,国内外大多学者[14-17]目前针对WC增强熔覆层的研究,主要集中在WC添加对涂层组织与性能的影响,而忽视了导致涂层质量性能下降的WC残留问题,并未就WC在熔池中的熔解、残留机制展开详细探究。
为进一步阐明WC在Ti 基耐磨熔覆层中的熔解、残留机制,揭示残留WC对涂层摩擦学性能的影响规律,本研究在TC4 合金表面设计制备不同质量分数WC的TC4+WC钛基耐磨复合涂层,分析研究涂层宏、微观组织,利用二维点阵错配度理论重点就WC在熔池中的熔解行为展开探究,分析对比涂层的显微硬度及耐磨性能,为TC4 合金表面熔覆制备WC颗粒增强耐磨涂层提供一定实验参考和理论依据。
1.1 实验材料
实验基材选用TC4 合金,将其切制为105 mm×45 mm×10 mm的待熔覆试样,熔覆材料粉末为TC4和WC,体系设计见表1。TC4 合金粉采用真空气雾化方式制备,形状成球形,粒径范围为50~120 μm;
WC属于高熔点合金,粉末不易球化处理,主要以类球形不规则颗粒形式添加,粒径约为30~150 μm;
为了不破坏混合粉末同轴流动性,将TC4、WC采用机械振动式混合8 h,烘干后置于真空箱待用。TC4和WC化学成分和粉末SEM 形貌分别见表2、表3和图1。

表1 涂层熔覆材料体系设计(质量分数/%)Table 1 Design of coating cladding material system(mass fraction/%)

表2 TC4 合金粉化学成分(质量分数/%)Table 2 Chemical composition of TC4 alloy powder (mass fraction/ %)

表3 WC化学成分(质量分数/%)Table 3 chemical composition of WC(mass fraction/%)

图1 熔覆材料粉末SEM 形貌 (a)TC4;
(b)WCFig.1 SEM morphology of cladding material powder(a)TC4;
(b)WC
1.2 实验方法
进行熔覆实验前,为避免TC4 基材表面氧化层及污垢对实验的影响,需对TC4 合金试样进行喷砂处理,喷砂后将试样放入无水乙醇中超声清洗15~20 min,置于真空干燥箱中待用。
激光熔覆系统光纤激光器型号为YLS-1000。熔覆系统机器人重复定位精度±0.03 mm,可完成六自由度同轴送粉激光加工,熔覆过程氦气送粉兼熔池保护,优化后的激光熔覆工艺参数如表4所示。

表4 激光熔覆工艺参数Table 4 Process parameters of laser cladding
将制备好的熔覆层沿垂直于熔覆方向切制为12 mm(垂直熔覆方向)×12 mm(平行熔覆方向)×11 mm(基材10 mm+涂层1 mm)的待检测试样,镶样、打磨、抛光后腐蚀10 s(腐蚀溶液比例为HF∶HNO3∶H2O=1∶1∶20),置于真空干燥箱中待用。摩擦磨损实验进行前,为使对磨球与涂层保持连续接触,先将涂层表面层区域磨平(去除厚度约150 μm),实验设备及测试参数见表5。

表5 实验设备及测试参数Table 5 Experimental equipment and test parameters
2.1 涂层成形质量
图2(a)~(c)为三种激光熔覆层的表面宏观形貌,图2(d)~(f)为涂层对应的渗透探伤图。从图2 可以看出,5%、10%和15%WC涂层熔覆轨道均平整顺滑,涂层探伤表面均未出现裂纹缺陷,证明在该激光熔覆工艺参数下,以上三种涂层成形质量良好。
2.2 涂层宏观形貌
图3(a)~(c)为涂层横截面(垂直熔覆方向)低倍SEM 形貌。从图3 可以看出,不同添加比WC涂层表面层、中间层区域均无明显裂纹缺陷;
随着WC含量的增加,涂层厚度逐渐增大,10 %和15 %WC涂层结合区出现了明显的孔洞缺陷;
同时发现,WC含量增加导致涂层中残留白色球状颗粒物逐步增多,主要分布于涂层的中下部区域,且发生了局部团聚现象;
对涂层中残留球形颗粒进行EDS 多点检测(图3(d)~(f)),发现其主要成分为W和C 元素,且比例接近1∶1。由此可以判定残留颗粒为未完全熔解WC粉末,在熔池的循环、搅拌作用下,外形不规则的类球形WC粉末转变为“球形”残留颗粒,发生了“球化”效应。

图3 不同WC含量涂层横截面形貌 (a)5%WC;
(b)10%WC;
(c)15%WC;
(1)低倍SEM 形貌;
(2)EDS 检测Fig.3 Coating cross-sectional morphology (a)5%WC;
(b)10%WC;
(c)15%WC;
(1)low magnification SEM morphology;
(2)EDS detection
2.3 涂层物相组成
熔覆层的XRD 分析结果如图4所示。从图4可以看出,涂层析出相主要包含TiC和基体相α-Ti、β-Ti,10 %和15 %WC涂层中TiC 衍射峰值明显高于5 %WC涂层,说明随着材料体系中WC含量增加,涂层中TiC 含量逐渐增多。此外,涂层基体相含有β-Ti,主要原因是熔覆层冷却速率极快,部分β-Ti 来不及进行α-Ti 相变就被冻结到室温,形成了过冷β-Ti 基体相。涂层中并未探测到WC衍射峰,可能是含量较少导致的结果。

图4 不同WC含量涂层的XRD 衍射图谱Fig.4 XRD diffraction patterns of coatings with different WCcontent
2.4 涂层显微组织
图5 为5%、10%和15%WC涂层微观组织SEM 图。从图5可以看出,5%WC涂层中,除大面积基体相A1 外,仅靠近未熔WC附近有少许白色颗粒状相A2;
10%WC涂层中,大量白色短棒状、颗粒状A3 均匀分布于基体A4中,除极少量A3 相处于1~2 μm 区间外,大多数A3 相处于纳米和亚微米尺度范围;
15%WC涂层中,均匀分布的反应析出相A5 呈现出明显的杆状结构特征,粒径尺度显著增大,基体相A6 显露面积有所增加。结合EDS 检测分析,反应析出相A2、A3和A5中Ti 与C原子比接近1:1,结合XRD 结果可判定为增强相TiC;
A1、A4和A6 相中Ti 元素质量分数 均超过79%,因此可以判定为α-Ti+β-Ti 基体,上述各物相的EDS 检测结果见表6。

图5 不同WC含量涂层中部微观组织形貌 (a) 5% WC;
(b)10% WC;
(c) 15% WC;
(1)低倍;
(2)高倍Fig.5 Microstructure and morphology of the middle of the coating under different magnifactions (a) 5% WC;
(b)10% WC;
(c)15% WC;
(1)low magnifaction;
(2)high magnifaction

表6 涂层中各物相EDS 结果(质量分数/%)Table 6 EDS results of each phase in the coating(mass fraction/%)
2.5 涂层EPMA 分析
为了进一步验证涂层中各物相的元素组成和分布规律,采用电子探针(EPMA)对10%WC涂层中部组织微区进行检测分析,结果如图6所示。图6(a)、(b)检测结果说明,颗粒状、短棒状TiC 在涂层基体中均匀分布,与SEM 结果相同。从图6(b)、(c)和(f)可以看出,涂层中白色球状相富含W,C 元素,结合EDS 结果分析,可判定为残留未熔WC。结合图6(c)、(d)和(e)可以看出,W,Al,V 固溶于基体,与EDS 检测结果一致。
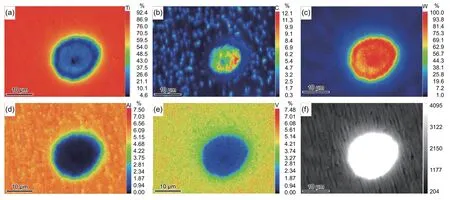
图6 10% WC涂层微区元素分析结果 (a)Ti;
(b)C;
(c)W;
(d)Al;
(e)V;
(f)BSEFig.6 Elemental analysis results of 10% WCcoating micro-area (a)Ti; (b)C; (c)W; (d)Al; (e)V; (f)BSE
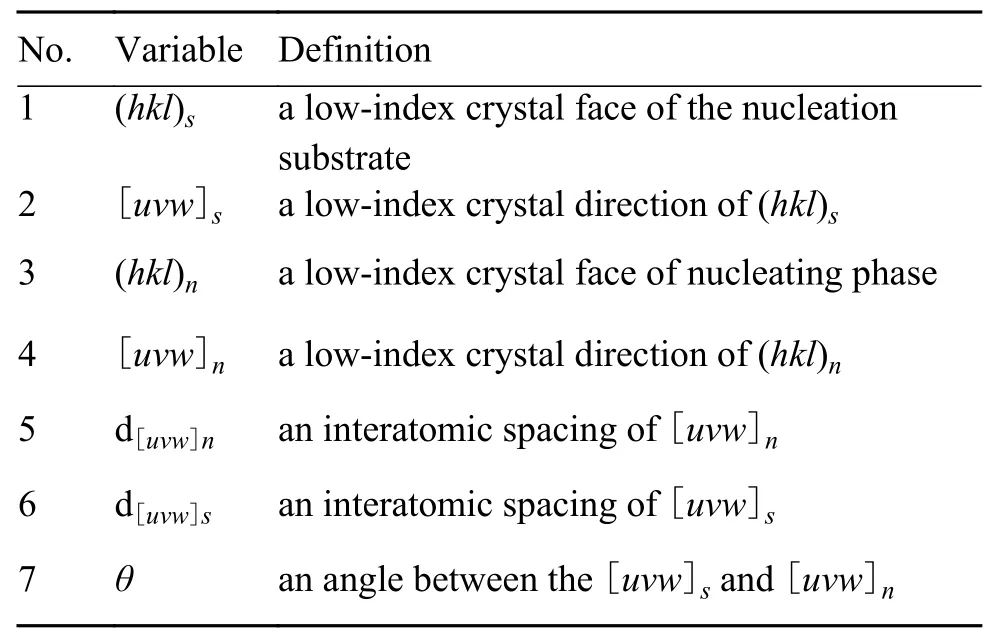
图6(a)、(b)检测结果中,涂层中残留WC外围包裹了明显的TiC 包覆层,从这一现象可以得出两种假设结论:(1)如果TiC 包覆层与WC结合界面没有形成相界共格生长关系,随着WC在富Ti 熔池中的循环搅动,TiC 包覆层将对WC表面形成包覆-甩落-包覆的循环消耗效应,有助于WC粉末熔解; 为进一步研究增强相TiC和 WC二者之间的界面关系,本研究利用Bramfitt 提出的二维点阵错配度[18]来计算未熔颗粒WC和增强相TiC 之间的匹配关系,Bramfitt 提出的二维点阵错配度δ 定义如下(式中各参数定义见表7): 表7 二维点阵错配度中各参数定义Table 7 Definition of parameters in the mismatch degree of two-dimensional lattice 由于WC属于涂层中的未熔颗粒,因此选取WC为基底相,TiC 在WC表面形核,为形核相。通过FINDIT软件查询到的TiC和WC的晶格参数见表8。 表8 TiC和WC晶格参数Table 8 TiC and WClattice parameters 经过面网密度计算可知TiC的低指数晶面为(001),WC的低指数晶面为(001)。计算得到的TiC和WC之间的二维点阵错配度关系如表9所示,晶体学关系如图7所示。 图7 WC-TiC 晶体学关系Fig.7 WC-TiC crystallographic relationship 表9 WC-TiC 二维点阵错配度计算结果Table 9 WC-TiC two-dimensional lattice mismatch calculation results 二维点阵错配度数值大小主要用来评价物相界面之间的结合强度,δ 处于0%~6%为共格错配区间,且δ 越趋近于0%,两相之间异质形核需要的能量越低,相界结合越稳定和牢固。δ 处于6%~12%为半共格错配区间,此时两相界面之间能够同时匹配的原子数量较共格相界有所减少,界面结合力下降。δ>12%为不共格错配,此时两相之间已无法形成异质形核关系,相界呈完全脱离状态。 由二维点阵错配度的计算结果可知,残留WC颗粒与其表面TiC 包覆层之间的错配度为2.87%,两相界面属于共格错配关联,从而形成了TiC 包裹WC的镶嵌结构复合相。TiC 包裹WC是否为导致熔池中WC难熔残留的主要原因,还需要结合WC在Ti 基熔池体系下的熔解机理进行说明,WC熔解机理如图8所示。从图8中可以看出,高能激光作用下,TC4 基材、WC粉末和TC4 合金粉同时熔解,根据熔池温度场分布特点来看[19],当WC+TC4 混合粉末自送粉器进入熔池,循环过程将经历熔池高温区、中温区和低温区三个不同区域,具体分析如下: (1)如图8 左侧TiC 包覆层析出行为可以看出,WC+TC4 混合粉末首先进入熔池高温区,此时熔池温度条件满足T熔池温度>TTiC熔点>TWC熔点,由于送粉器混合粉末流的持续供给,因此首次进入熔池的WC在高温区停留时间有限,造成部分类球形WC粉末未完全熔解,在涂层中形成“球化”残留现象,如图3所示。 (2)随着熔池对流搅拌的持续进行,“球化”未熔WC颗粒进入到熔池中温区,此时熔池温度条件满足TTiC熔点>T熔池温度> TWC熔点,在此条件下,“球化”未熔WC表面形成富C 区,但在Ti 基熔池环境中,Ti+C原位反应增强体TiC 将取代富C 区,从而在WC表面形成共格TiC 包覆层,形成TiC 包覆WC镶嵌结构复合相,因此中温区无法满足WC持续熔解条件; (3)当TiC 包覆WC镶嵌结构相、原位TiC 继续循环至熔池低温区时(此时熔池温度条件满足TWC熔点>T熔池温度),根据Ti-C 二元合金相图可知[20],WC表面的TiC 包覆层和原位TiC 将继续吸收熔池中的C、Ti原子不断长大,如图6所示,此阶段同样不满足WC熔解条件。 (4)当TiC 包覆WC镶嵌结构相再次循环至熔池高温区时(假设图8中熔池表面张力温度系数∂δ/∂T为正),熔池则需首先熔解TiC 高温包覆层后,才能去除TiC 对WC颗粒的熔解保护,因此WC熔解行为在此阶段同样受到抑制。最终形成的熔池稳态循环过程如图8 右所示。 图8 WC在Ti 基熔池体系中的熔解机理Fig.8 Melting mechanism of WCin Ti-based molten pool system 综上所述,在Ti 基或富Ti 熔池环境中,WC合金粉仅在初次进入高温区后可部分熔解,未熔WC在后续的熔池循环体系中将受到TiC“包覆层”保护,从而形成难熔、残留、团聚现象,这不仅影响了涂层的成形质量,同时导致熔池中C 元素供给不足,涂层中原位TiC 合成受限。 涂层的显微硬度分析结果如图9所示。从图9中可以看出,随着材料体系中WC含量不断增大,涂层硬度逐渐增加,5%,10%和15%WC涂层较TC4 基材显微硬度(333.23HV0.5)分别提升了约24.8%、33.9%和40.3%。涂层硬度随WC含量增加而增大得益于两方面原因:(1)WC含量增加致使涂层中原位TiC 合成数量增多、粒径增大; 从图9 还可以看出,三种涂层表面层附近硬度均略高,这主要是因为在保护气的作用下,涂层表面层附近形成了表面“极冷硬化”效应; 图9 涂层显微硬度曲线Fig.9 Coatings microhardness curve 图10(a),(b)和(c)分别为5%、10%和15%WC涂层环磨面低倍SEM 形貌。从图10中可以看出,涂层表面层打磨约150 μm 后,10%和15%WC涂层摩擦磨损区周围已经出现大量白色球形颗粒,且数量随WC含量增加而增多,经EDS 检测,如图10(d)所示,这些白色球形颗粒为涂层中残留未熔WC粉末。 图10 涂层环磨面形貌 (a)5% WC; 表10 列出了TC4 基材和不同WC含量涂层的摩擦学性能参数,其中摩擦系数变化趋势和磨损面白光干涉检测结果分别如图11和图12所示。表10 结果显示,5%、10%和15%WC涂层磨损率较TC4 基材分别下降了约21.1%、38.2%和56.1%,可见,随着涂层中WC添加量增加,涂层耐磨性能提升明显,当WC含量达到最大值15%时,涂层耐磨性最优。此外,从表10中还可以看出,三种涂层摩擦系数较为接近,但相比TC4 基材均略有增加,涂层摩擦系数增大说明WC添加无法改善涂层减摩性能。 从图11 可以看出,随着WC含量逐渐增多,涂层摩擦系数波动幅度逐步增大。从图12 可看出,5%、10%和15%WC涂层任意横截面磨损轮廓最大深度分别为451.7 μm、592.9 μm和492.4 μm,较TC4 基材最大磨损深度(411.5 μm)分别提高约9.8%、44.1%和19.7%,结合图3 可以判定10%,15%WC涂层在对磨过程中已经触及残留WC富集区,但10%和15%WC涂层磨损深度波动较大。结合表10和图12 可以发现,相较TC4 基材,5%WC涂层平均粗糙度和磨损横截面轮廓变化不显著,但10%和15%WC涂层平均粗糙度较TC4 基材分别提升了约16.9%和34.3%,可以看出,磨损横截面轮廓曲线较TC4 基材出现了明显的凹陷、凸起特征,综合以上分析结果,说明随着涂层中WC残留颗粒的增多,涂层摩擦学性能出现了明显波动。 图11 基材和涂层的摩擦系数 (a)TC4 基材; 图12 TC4 基材和涂层磨损表面 (a)TC4 基材; 表10 涂层和基材摩擦磨损性能参数Table 10 Friction and wear performance parameters of coating and substrate 图13 分别为TC4 基材与5%,10%,15%WC涂层的磨损SEM 形貌图。从TC4 基材由于耐磨性较差,磨损表面出现了严重的塑形变形和片状撕裂、剥落,磨损机理主要为黏着磨损(图13(a))。随着WC的加入,5%WC涂层磨损表面质量得到改善,可以观察到大量白色磨粒均匀分布于磨损面之上,塑形变形和层状撕裂现象显著减少,磨损轨道逐渐清晰,磨损机理为黏着磨损加磨粒磨损的复合磨损模式(图13(b))。10%WC涂层磨损面除局部呈现塑性变形外,出现了排布均匀的细长犁沟和划痕,但磨损面出现了直径约为30~40 μm的球形磨屑残留物B1,磨损机理主要为磨粒磨损(图13(c))。15%WC涂层磨损面的塑性变形、片层撕裂现象基本得到抑制,但磨损面残留磨屑明显增加,且在直径约为20 μm的球形磨屑B2 附近分布数量较多,磨损机理主要为磨粒磨损(图13(d))。 图13 基材和涂层的摩擦磨损形貌 (a)TC4 基材; 分别对磨损面球形磨屑B1和B2 进行EDS 分析,结果见表11。从表11 可以看出,W、C原子比约为1:1,此外主要含Ti、O等元素,由此可以判断B1和B2 为镶嵌于α-Ti+β-Ti 基体中的残留WC,在对磨球的挤压摩擦作用下发生了氧化反应,高硬度脆性WC崩损、碎裂,剥落的WC碎屑在对磨球的碾压和滑动作用下,在残留WC附近区域粘连、堆积,导致对磨过程中产生局部应力集中,引起磨损面出现明显波动起伏,摩擦系数出现强烈抖动。 表11 磨损表面白色颗粒EDS 结果(质量分数/%)Table 11 EDS results of each phase in the coating(mass fraction/%) (1)采用同轴送粉激光熔覆技术,在TC4合金表面制备了三种WC添加比(5%,10%和15%)的TC4+WC多道激光熔覆层,涂层成形质量良好,无裂纹等明显缺陷。随着WC含量增加,涂层厚度和稀释率逐渐提高,未熔残留WC逐步增多。 (2)WC添加不影响涂层生成相种类,三种涂层中除残留WC外,基体相为α-Ti+β-Ti,反应析出相主要为TiC,且随着WC含量增加,TiC 析出数量增多,粒径增大。 (3)在TC4+WC材料体系构建的熔池环境中,TiC包覆WC形成了共格镶嵌结构相,抑制了WC在熔池中的熔解行为,导致熔池中WC粉末残留和团聚,C元素供给不足,使原位 TiC 合成受限。 (4)WC含量增加有助于提升涂层显微硬度和耐磨性,但涂层中残留未熔WC的碎裂、崩损行为,使涂层在对磨过程中产生局部应力集中,导致涂层磨损面粗糙度显著上升,涂层摩擦系数波幅增大。
(2)如果TiC 包覆层与WC相界形成了共格或半共格依附生长关系,TiC 则在WC外围形成了“高温”(TWC熔点2.6 WC熔解行为分析




同时,中温区其他区域原位TiC 析出。
2.7 涂层显微硬度
(2)结合涂层EDS 分析结果(表6)可以看出,WC添加量增加致使固溶于基体中的W 含量逐渐提高,涂层固溶强化效果逐步增强。
此外,10%和15%WC涂层硬度值衰减点滞后于5%WC涂层,原因是随着WC添加量不断增多,10%和15%WC涂层厚度逐渐增加产生的结果。
2.8 涂层的摩擦学性能

(b)10% WC;
(c)15% WC;
(d)(c)的局部放大图Fig.10 Morphology of the coated ring grinding surface (a)5% WC;
(b)10% WC;
(c)15% WC;
(d) partial enlarged view of (c)
(b)5% WC;
(c)10% WC;
(d)15% WCFig.11 Coefficient of friction of substrate and coating (a)TC4 substrate; (b)5% WC; (c)10% WC; (d)15% WC
(b)5% WC;
(c)10% WC;
(d)15% WC;
(1)白光干涉图;
(2)表面粗糙度Fig.12 TC4 substrate and coating wear surface (a)TC4 substrate;
(b)5% WC;
(c)10% WC;
(d)15% WC;
(1)white light interference pattern;
(2)wear surface roughness

(b)5% WC;
(c)10% WC;
(d)15% WCFig.13 Friction and wear morphology of substrate and coating (a)TC4 substrate;
(b)5% WC;
(c)10% WC;
(d)15% WC








