WG系列工程机械变速箱测试系统的设计及应用
时间:2022-12-04 15:00:05 来源:柠檬阅读网 本文已影响 人 
蓝伟铭
(柳州职业技术学院 机电工程学院,广西 柳州 545005)
随着现代工业的飞速发展,对工程机械的质量的要求也越来越高。装载机的变速箱总成的质量检测,是保障变速箱质量的重要手段,针对部分企业的老旧设备的检测手段落后等问题,购置新检测设备价格过高的情况,设计一台变速箱的检测系统实现对其多方位的质量检测,能低成本地实现对变速箱的质量监控。
工程机械零部件的发展是以大型客户的要求为目标,所以订单量大,质量要求也更为严格。装载机的变速箱是重要的传动部件,对其质量要求非常严格,检测系统要从以下5个方面来考虑:
(1)对变速箱产品质量要求更为苛刻,要求变速箱的各项技术指标都能完成精确检测位,达到既定工艺指标符合技术质量要求,且能检测出变速箱的成品质量。
(2)对生产检测效率要求越来越高,这样可以降低单件产品的成本,满足交货期。
(3)为适应不同的变速箱的更新变化,自动检测系统要具有高的柔性和灵活性,允许在一定的尺寸范围内变速箱可以快速更换进行检测。因为不同的变速箱有不同的定位尺寸,可以通过更换工装来配合完成变速箱的检测,而不至于更换整台检测设备。
(4)对检测工艺过程实施监控手段,采用上位机组态完成对变速箱各项工艺参数的监控。
(5)对检测系统要求尽量易于维护,不涉及太复杂的程序调试,现场维护人员容易掌握。
设计变速箱的电气改造系统,该系统可以全面掌握WG系列变速箱运行的状况,实现安全的自动检测。各个采集点采用新型的智能传感器进行信号数据采集,通过压力、流量、温度、扭矩、转速数据全面检测变速箱生命周期运行情况。系统改造拓扑图如图1所示。

图1 系统改造拓扑图
变速箱的质量关乎工程车辆传动及行车安全的重中之重,对变速箱的质量要求较高,所以检测设备需要更加智能、精准可靠的系统来实现。
(1)更换上位机中控台。采用新设计的上位机中控台及新款PLC对系统进行控制,实现对各个传感器信息的读取和分析处理。全面实现对整个检测系统的监控工作,实现实时数据的在线监控。
(2)更换新型信号传感变送器、仪表、测量采集系统。采用新款智能传感器、传感变送器、仪表、测量采集系统进行升级改造,使原始传感数据更加精准,掌握装载机压力、流量、温度、扭矩、转速等数据并进行专业的反馈,得到真实装载机变速箱的质量情况。
(3)全新开发上位机界面(报表、动态曲线),测试数据存档。全新的在线监控系统设计,可以全方面对检测系统进行数据显示及控制,实时动态曲线展现检测全过程,并可以产生报表。采用上位组态监控方式对自动检测全过程进行质量控制及跟踪,以及对变速箱质量标准化进行管理,各种数据均可自动采集和计算,实时数据和历史数据均可随时查看,并通过组态实现了数据的公开性和共享性,为质量标准化管理提供了有效的展示平台。提供完善的日常生产统计报表,为各级管理人员提供完善的、多种的统计报表和参数,为生产管理提供有力的数据分析。
(4)改善水冷却系统。由于在进行检测过程中会出现温度过高的情况,导致部分原始传感数据因为温度过高而产生异常,干扰了正常的检测数据,所以需要采用专用制冷机进行水冷却系统的升级改造。
3.1 系统控制方案的确定
系统控制部分由PLC与远程I/O模块组成,检测系统完成对各个参数进行逐一信号监测,变速箱的压力、流量、温度、扭矩、转速等数据通过远程I/O模块进行信号采集,再将数据传回PLC进行集中处理及转换,并进行数据处理并判断是否合格。由一台工控机进行现场操作及监控,将信息共享并可通过报表打印。系统网络连接如图2所示。

图2 系统网络连接图
从系统网络连接图中可以看到,网络总体框架为PROFINET通信,由上位机负责整体监控测试,设计PLC作为检测数据转换品台,下挂3个IO-LINK用于新增加的传感器通过网络传回PLC进行数据转换处理、并能控制外部电磁阀等,网络下挂3个PROFINET I/O用于对原先设备的部分既有功能的数据对接交互使用。
3.2 控制器件硬件选型
系统主要设备硬件均采用西门子和德国工控产品,主控采用西门子S7-1200 PLC,远程I/O模块均为西门子产品,传感器采用IFM易福门等传感器,同时配置上位工控计算机进行上位监控[1]。
3.3 PLC各站网络地址分配
在博图TIA中进行1200 PLC及各站远程I/O组态,系统网络连接及IP地址如图3所示[2]。
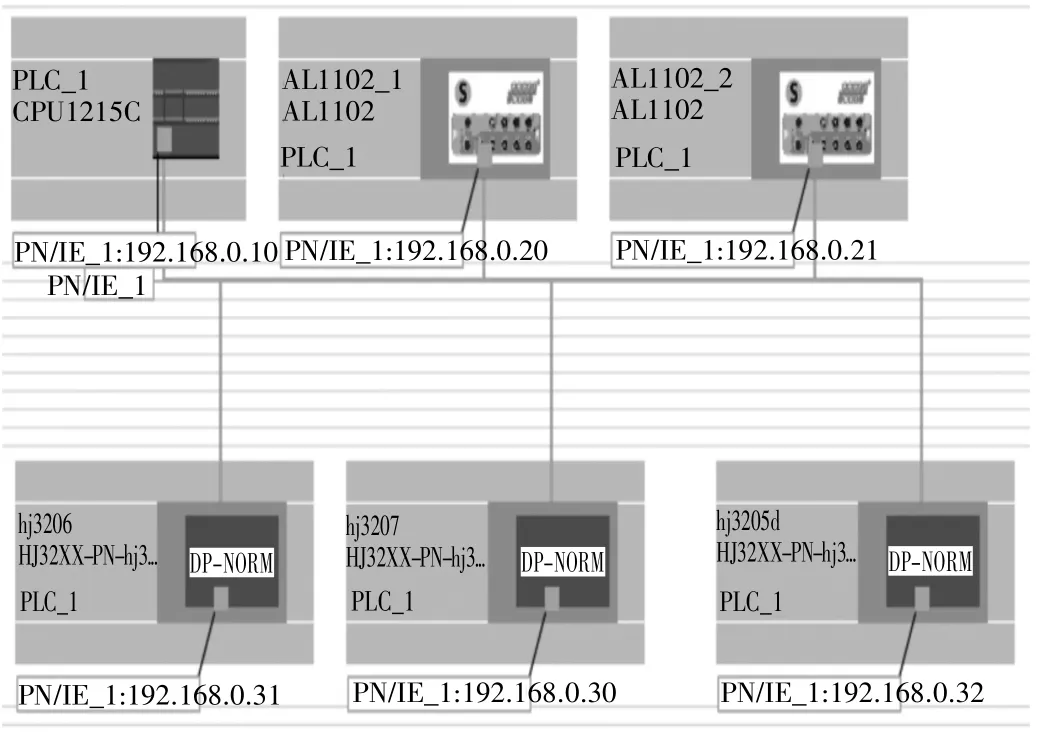
图3 网络连接及IP地址
通过对各个远程模块的GSD文件导入,并对模块进行硬件组态,其中有两路信号来自IFM(易福门)远程I/O PROFINET通信模块,将压力和流量等信号通过此模块与1200PLC进行信号数据的采集。以太网地址分别为192.168.0.20和192.168.0.21。AL1102_1模块主要用于对离合器倒挡、离合器4档压力、离合器前时档压力、变矩器输入端压力、泵压力、变矩器流量(润滑)带温度等物理量进行信号采集。AL1102_2模块主要对离合器1、2、3挡压力、变矩器输出压力、变矩器循环压力(润滑)、变矩器出口温度检测。
另有3路远程Profinet IO模块(华杰智控BLUEONE)。其中HJ3206为数字输出模块,以太网地址为192.168.0.31;
HJ3207为数字输入模块,以太网地址为192.168.0.30;
HJ3205为数字量和模拟量的输入/输出模块,以太网地址为192.168.0.32。用于对检测系统原设备电子信号的对接使用。此部分属于原装德国进口设备与检测主体硬件对接的电子部分,在没有完全清楚其电子线路原理基础上,依旧利用原先的电子控制系统,只需要用远程模块将其原有信号对接即可。
3.4 控制系统程序设计
控制系统1200 PLC通过若干个远程模拟量模块进行各路信号的数据采集,通过总线将数据采集到PLC后再进行工程化的处理。处理后的数据与上位工控机连接,由上位工控机进行工程数据的显示及后续显示监控和处理工作。
设计变速箱不同档位的位置选择,当切换不同档位时各个传感器模拟量的信号采集。可设计各个档位的变量,M8.0-M8.4分别为档位电磁阀的5个对应档位,档选择了对应的档位,通过程序即可对应控制Q12.0~Q12.4档位电磁阀动作。5个档位变量如图4所示。

图4 档位换挡变量
根据档位换挡要求进行操作档杆的档位选择,通过程序对档位电磁阀进行输出控制,完成换挡过程,梯形图如图5所示。

图5 换挡程序
各传感器实时模拟量信号采集,确定当前状态是否符合要求,根据扭矩传感器反馈至PLC进行模拟量的转换得到实际扭矩值[3]。例如输入端扭矩模拟信号输入值IW96(Input_Torque),将该信号进行逐级转换,现将其由整数转换成实数,然后再将实际工程值(0.0~2500.0N)输出至MD304进行存储并能在工控机监控显示。输入端转速信号输入值IW98(Input_speed),将该信号进行逐级转换,将其由整数转换成实数,然后再将实际工程值(0.0~7000.0R)输出至MD320进行存储并能在工控机监控显示。程序(部分)如图6所示。

图6 扭矩转换图
输出扭矩模拟信号输入值IW100(output_Torque),将该信号进行逐级转换,将其由整数转换成实数,然后再将实际工程值(范围0.0~10000.0N)输出至MD312进行存储并能在工控机监控显示。输入端转速信号输入值IW102(output_speed),将该信号进行逐级转换,将其由整数转换成实数,然后再将实际工程值(0.0~5500.0R)输出至MD328进行存储并能在工控机监控显示。程序(部分)如图7所示。
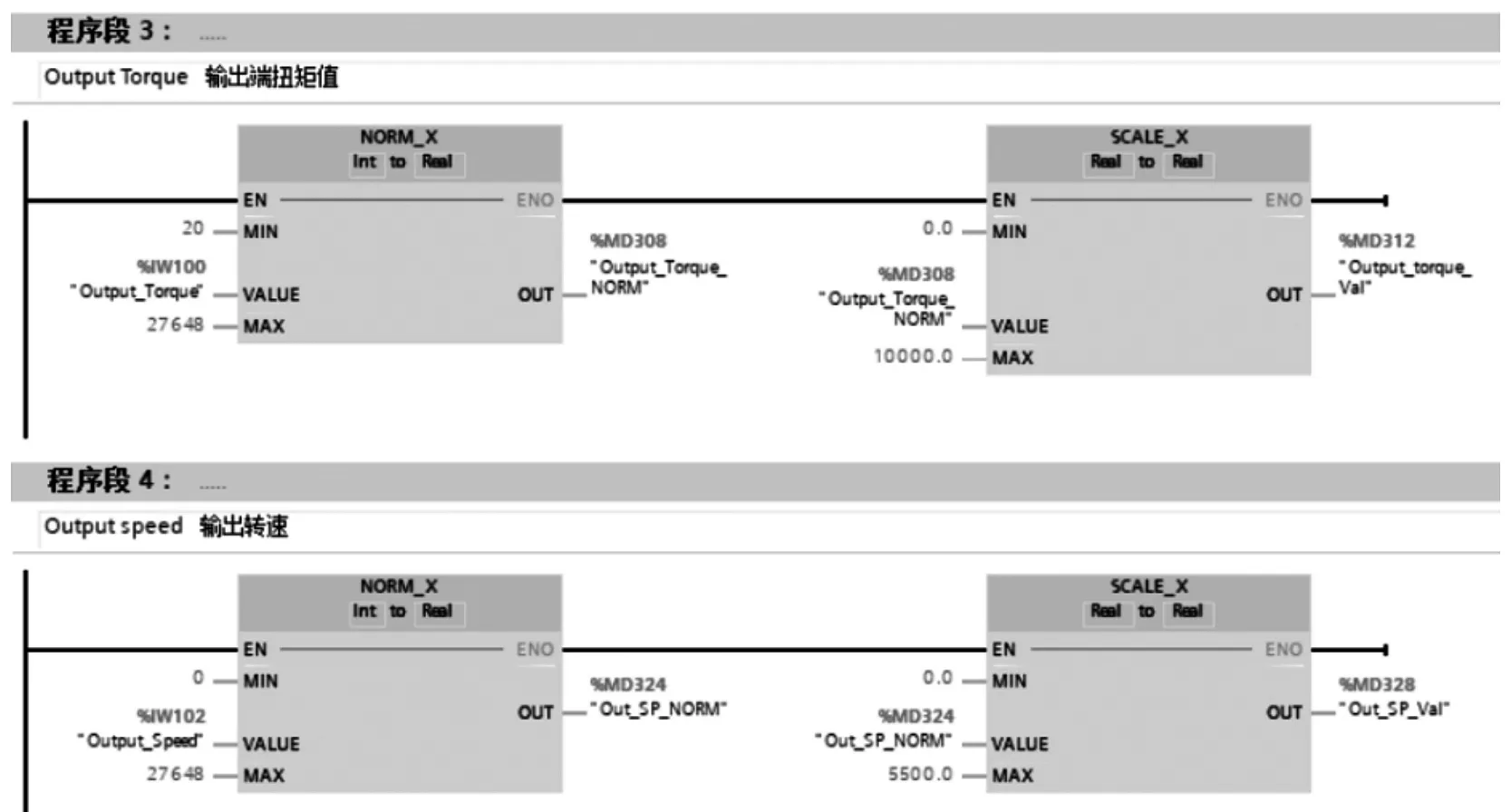
图7 输出扭矩和转速转换程序
在进行切换倒挡档位时,可通过传感器检测离合器当前压力值,通过远程I/O模块传回PLC并把压力转换成实际工程值。倒挡离合器压力经过IW68进行整数转换成实数,其值除以100为实际实数压力值存放在MD1068进行存储并在工控机监控显示。如图8所示。
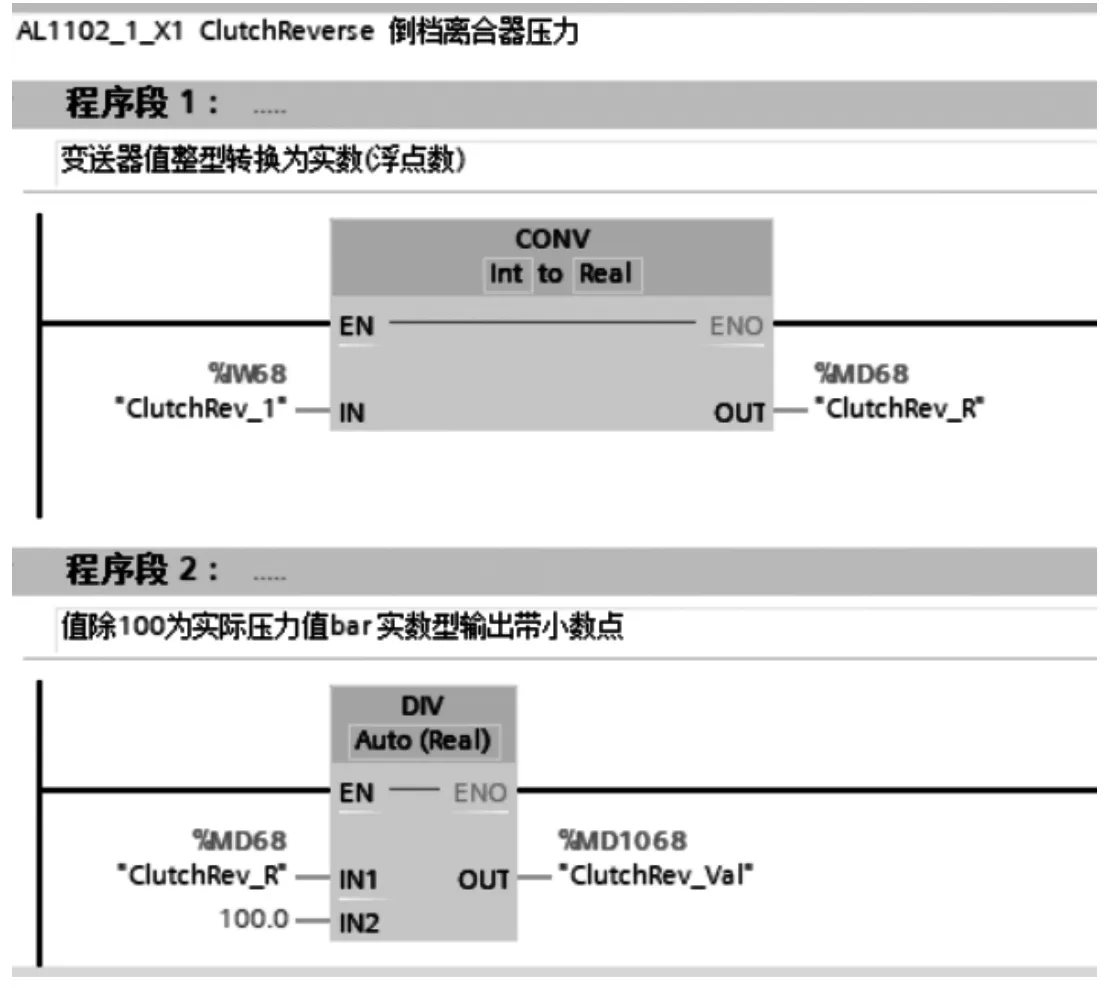
图8 倒挡离合器压力转换工程值图
3.5 工控机组态监控界面设计
整套检测系统由工控机进行全方位监控,采用西门子WINCC软件实现对系统的监控,界面设计了监测数据的实时显示、基本信息、曲线等功能。图9工控机组态监控界面。

图9 工控机组态监控界面
监控界面中包含了变速箱档位选择、检测变矩器输入端压力、变矩器输出端压力、离合器前时档压力、离合器倒挡压力、离合器1、2、3、4档位压力、输入转矩、输出转矩、泵流量、变矩器流量(润滑)、变矩器循环压力(润滑)、变矩器出口温度检测等。
当变速箱在1500 r/min转的工况测试下,从V4-V1快速直接旋转档位从V4到V1实时监控的曲线[4]。如图10所示。

图10 工控机实时监控曲线界面
界面中还针对检测的零件批次和型号,变速箱序列号、工单号、客户信息、测试时间等进行监控设计。
4.1 系统硬件安装及调试
WG系列工程机械变速箱测试系统的设计及现场安装,通过与原有测试对象进行对接调试与功能测试,实现了多个方面的升级改造功能。系统平台增加上位监控工作站,由传统的仪表平台升级成了工控机控制系统等组成。系统平台改造前后的监控台和远程I/O实物图如图11、图12所示。

图11 改造前后的监控台实物图
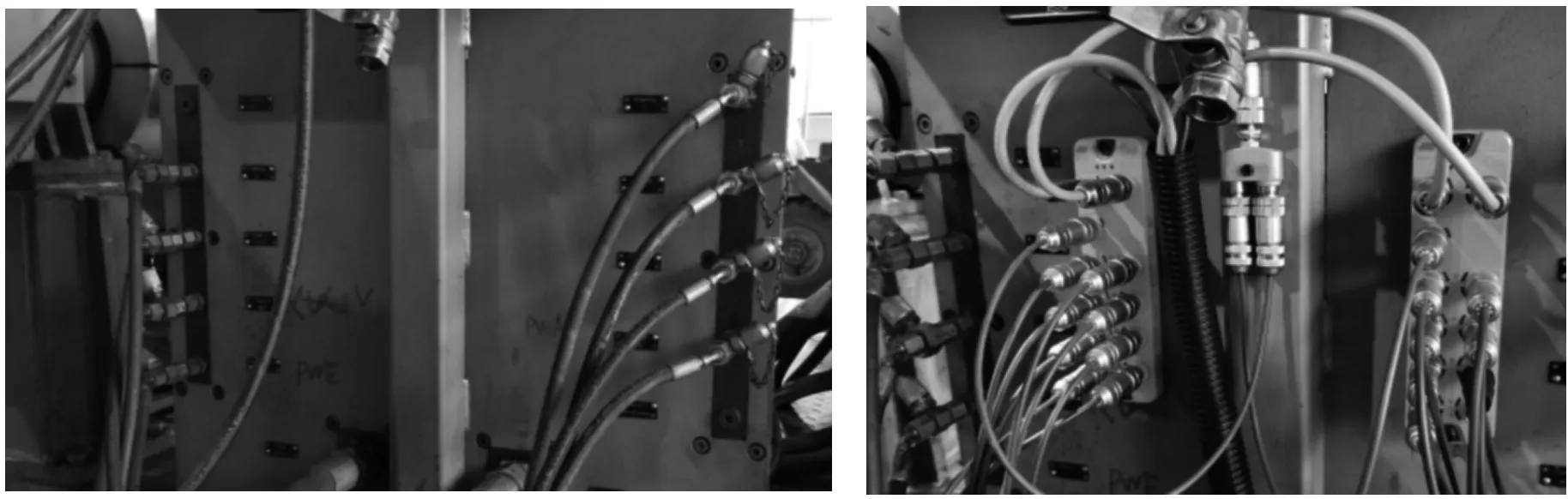
图12 升级远程I/O
4.2 系统功能
通过3个月的前期准备及3个月的现场调试,系统完成了以下多项功能,达到了企业预期设计要求并进入试运行阶段。
(1)工业网络系统更新,实现主控PLC与远程I/O的PROFINET通信。改造后的网络控制系统,弥补了原先设备不具备网络通信的缺陷,提升了设备的自动化程度以及监控数据的可控性和可靠性。通信采用的PROFINET通信方式将传感器和控制器进行网络化,减少了设备的线路敷设。
(2)新型传感器的更换,测量采集系统更加准确和安全可靠。采用新型传感器进行物理信号的采集,大大提高了精度等级,并且以德系的产品为主,加以配合西门子的PROFINET以太网的通信,极大地方便了设备的组态和精准控制。
(3)人机界面能够实现修改参数、错误显示、合格率。组态监控通过西门子WINCC(WINCC 7.5版本)实现整个系统的操作和监控。WinCC 7.5版是一款功能强大的可视化组态软件,此软件集成了工厂智能、高效维护的创新过程可视化,具有可扩展、开放、灵活的特点,是西门子全集成自动化系统的核心组成部分,可完整的应用于各类工业开发领域。使用该组态软件可以将各个工控环节的信息集中进行控制和数据处理,例如修改参数、错误显示、合格率等,大大提高了工作效率。
(4)全新开发上位监控界面(报表、动态曲线),测试数据并可以存档。在监控系统中为了对全流程的变速箱各个检测数据的实时监控,开发了上位监控界面,应用了报表、动态曲线等方式将动态检测过程进行全程记录,每台变速箱测试的数据可以存档,通过阶段性分析得出变速箱的产品质量报表。
(5)提供完善的日常生产统计报表。系统除了对检测过程进行报表输出,还为各级管理人员提供完善的、多种的统计报表和参数,为生产管理提供有力的数据分析。
通过改造升级新的自动检测系统提高了检测效率,保障了检测质量。
基于设计时间和成本投入等客观因素的情况下,系统还未能对该设备的德国原装电子系统也进行全部改造,因为此部分与变速箱内部几个关键部件进行连接,目前还未能开发和设计此部分改造内容,如果此部分内容也能突破,加上对测试箱箱体的重新设计,将能摆脱对此类设备进口的依赖程度,极大提高国产装备的应用竞争力。
猜你喜欢 工控机组态上位 浅谈力控ForceControl V7.2组态软件在自动化控制工程中的应用科学与财富(2022年6期)2022-07-04DCS模拟组态技术研究砖瓦世界·下半月(2020年10期)2020-10-20一场史无前例的乐队真人秀智族GQ(2019年9期)2019-10-28组态软件技术现状与发展电脑知识与技术(2018年8期)2018-05-07高职“工业组态技术”课程建设探析青年时代(2017年7期)2017-03-28普通台机替代工控机成功应用电脑知识与技术(2016年21期)2016-10-18基础油“上位”汽车观察(2015年10期)2016-04-06印刷网络化解决方案中工控机系统的设计与实现印刷技术·数字印艺(2015年7期)2015-08-31控制舱测试系统及其BIT设计现代电子技术(2015年5期)2015-03-31基于VC的PLC数据采集管理系统现代电子技术(2009年6期)2009-05-31







